




Fisicoquímica
PROPIEDADES TECNOLÓGICAS Y FUNCIONALES DE LAS PROTEÍNAS ALIMENTARIAS
Las proteínas lácteas representan aproximadamente el 30% del total de las proteínas dietéticas de los adultos en los países occidentales. Aunque estas proteínas en su estado nativo tienen como una de sus funciones el transporte de moléculas, están presentes en los alimentos en varios estados estructurales, lo que refleja la variedad de procesamiento utilizado industrialmente.
Aunque se conoce el impacto de la alteración estructural de las proteínas de la leche en las propiedades tecno-funcionales de los alimentos (viscosidad, etc.), la comprensión de su efecto sobre las propiedades funcionales (declaraciones de propiedades saludables) de estos alimentos aún está en construcción. Es un consenso que las matrices de alimentos no son inertes a la adición de compuestos bioactivos, sin embargo, este hecho se ignora durante el desarrollo de alimentos funcionales, generalmente basado en la simple incorporación de estos compuestos en los alimentos. Con el fin de guiar el desarrollo de alimentos funcionales y garantizar los efectos beneficiosos asociados, es crucial comprender cómo los cambios estructurales inducidos a las matrices proteicas de alimentos afectan la actividad biológica de los compuestos bioactivos. En este contexto, el presente proyecto de investigación propone una estrategia de ingeniería inversa para generar conocimiento que permita predecir el comportamiento de los carotenoides en las matrices de proteínas sometidas a diferentes procesos industriales. A través de la asociación de resultados obtenidos en matrices y modelos reales, el objetivo es establecer reglas genéricas para el comportamiento (interacción / actividad biológica) de carotenoides en matrices complejas de múltiples proteínas. Además de la comunidad científica, el conocimiento generado por esta propuesta también interesará a las empresas en el área de alimentos / ingredientes funcionales, así como a los organismos reguladores.

MICROESTRUCTURA DE PRODUCTOS LÁCTEOS
La tecnología alimentaria puede definirse como un intento controlado de preservar, transformar, crear o destruir una estructura que ha sido transmitida por la naturaleza o por el procesamiento. Actualmente existen numerosas herramientas de caracterización disponibles para sondear la estructura de los alimentos con el fin de diseñar racionalmente procesos que mejoren la calidad de los productos.
Una característica de interés para la solución de problemas y defectos actualmente en evidencia, es la identificación y caracterización de las micro y nanoestructuras de la leche y los productos lácteos. La Figura 1A resume los principales componentes de la leche organizados por el tamaño promedio de sus rayos hidrodinámicos, mientras que la Figura 1B muestra las principales estructuras de la leche y también los ingredientes y partículas más comúnmente utilizados y encontrados en la tecnología de procesamiento de productos lácteos.

Figura 1: caracterización de las micro y nanoestructuras de leche y productos lácteos: (A) diámetros hidrodinámicos promedio de las principales estructuras presentes en la leche en micrómetros; (B) partículas principales encontradas en productos lácteos
El aire ocluido en las partículas atomizadas afecta directamente la calidad final de la leche en polvo, como, por ejemplo, la baja densidad volumétrica y la formación de finos. La incorporación de aire en el concentrado se produce en varios puntos, y cuanto mayor es la capacidad de formación de espuma, mayor es la capacidad de incorporar aire atmosférico.
Durante el secado, aumenta la concentración de sólidos, la viscosidad y la tensión superficial de las partículas, formando una capa en el exterior que dificulta la difusión. Esto se vuelve más pronunciado a medida que avanza el secado y cuando la humedad de las partículas alcanza alrededor del 10% al 20%, que es el llamado "punto crítico de humedad", la temperatura de las partículas aumenta gradualmente con el secado. Sin embargo, si la temperatura del aire que rodea las partículas es lo suficientemente alta, puede producirse un sobrecalentamiento, desnaturalizando la proteína, lo que influye en la solubilización inadecuada de la leche en polvo y el endurecimiento de la lactosa amorfa que impide la difusión del vapor. Por lo tanto, con el vapor y el aire restantes en el interior, las partículas se expanden presionando la capa exterior, hinchándose como una esfera hueca con un espesor de capa de alrededor de 1 micrómetro, en algunos casos, explosiones, como se muestra en la figura 2.

Figura 2: Datos morfológicos de la leche entera en polvo, con presencia de partículas con características de explosiones.
Otra aplicación extremadamente útil de las técnicas se refiere a la caracterización de productos deshidratados. En la superficie de la totalidad de las partículas de leche en polvo hay pequeños glóbulos de grasa que no están protegidos por la membrana de la lipoproteína, llamada grasa libre, que pueden causar problemas, como la rancificación del producto cuando se almacena durante mucho tiempo, la aglomeración de partículas y dificultad en la reconstitución.
Como se muestra en la figura 3, la ineficiencia del proceso de homogeneización de la leche concentrada dirigida a la producción de leche entera en polvo, tuvo una influencia directa en la cantidad de grasa libre, que tiende a involucrar a las células de aire en las partículas de leche en polvo o a formar "erupciones" "En su superficie, promueve la oxidación e incluso la aglomeración del polvo
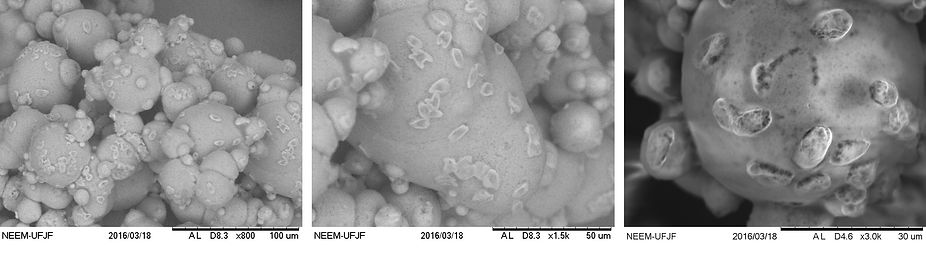
Figura 3: Datos morfológicos de la superficie de partículas enteras de leche en polvo, con presencia de migración de grasa libre, causada por la ineficiencia del proceso de homogeneización de la leche concentrada, generando aglomeración en el producto. .
La vida útil de los productos lácteos deshidratados generalmente se establece para garantizar la seguridad microbiológica y para mantener las características sensoriales aceptables. A pesar de ser microbiológicamente estables, los cambios físicos y químicos, como la cristalización de lactosa, la aglutinación de partículas, la oxidación de grasas, la reacción de Maillard y las reacciones enzimáticas pueden ocurrir durante el almacenamiento, cambiando las propiedades físico-químicas y funcionales del producto.
En las últimas décadas, se han aplicado métodos espectroscópicos, junto con herramientas quimiométricas, para evaluar la calidad de los productos lácteos como alternativa a los procedimientos tradicionales. La Figura 4A muestra el espectro Raman del WPC producido en condiciones ideales, 4B WPC producido en condiciones ideales y almacenado durante 6 semanas en condiciones ambientales y 4C α-lactosa monohidrato.
Los cambios que ocurren en los espectros Raman de muestras almacenadas en condiciones ambientales son causados, principalmente, por el aumento en la cantidad de agua en el polvo. Cuando el WPC se expone a una humedad relativa alta, el polvo absorbe agua y aumenta su concentración en los alimentos. Como consecuencia, hay una disminución en la viscosidad y un aumento en la movilidad molecular. Estos dos factores determinan una serie de modificaciones estructurales dependientes del tiempo, tales como: gomosidad, colapso y cristalización de componentes amorfos, que acortan la vida del WPC y, en consecuencia, su calidad.

Figura 4: espectros Raman de WPC producido en condiciones ideales (A), WPC producido en condiciones ideales y almacenado durante 6 semanas en condiciones ambientales (B); α-lactosa monohidrato (C).
Otra técnica para investigar la microestructura de los productos en polvo, utilizada durante el proceso de rehidratación es el análisis del tamaño de partícula por difracción láser, que se usa ampliamente en varios sectores industriales debido a su facilidad de operación, velocidad y amplitud de lectura.
La Figura 5 muestra, para cada muestra de leche entera en polvo con diferentes características de aglomeración y proceso de fabricación, la distribución porcentual del volumen ocupado por las partículas (durante el proceso de rehidratación en agua) de acuerdo con sus diámetros hidrodinámicos. Típicamente, la distribución del tamaño de partícula de la leche líquida entera muestra dos poblaciones, una correspondiente a las micelas de caseína (centrada alrededor de 150-200 nm) y otra correspondiente a los glóbulos de grasa (centrada alrededor de 5 µm). Todas las muestras tienen una población de partículas centradas a aproximadamente 200 nm, que corresponden a las micelas de caseína como en la leche líquida. La intensidad de esta población depende directamente de la calidad de la microestructura del polvo.
Somos un negocio operado y de propiedad familiar.

Figura 5: Distribución del tamaño de las partículas de leche en polvo con diferentes características de microestructura durante el proceso de rehidratación: A (□), B (○), C (Δ), D (◊) y E (●).